
3D лазерный профилометр в фотовольтаике: контроль кремниевых стержней, пластин и технологических операций при производстве солнечных элементов
В производстве солнечных элементов качество исходных кремниевых материалов и точность выполнения технологических операций напрямую влияют на эффективность преобразования энергии, надёжность изделий и стабильность массового производства. Кремниевые стержни, кремниевые пластины и элементы после обработки могут иметь различные дефекты: трещины, пустоты, пузырьки, внутренние примеси, загрязнения поверхности, отклонения толщины и размеров, скрытые трещины, линейные следы, а также дефекты, связанные с нанесением клея и состоянием контактов.
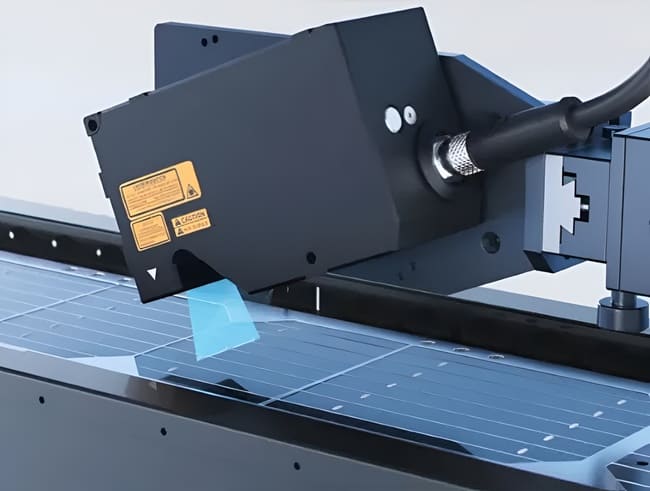
Для контроля таких параметров всё чаще применяются 3D лазерные профилометры, обеспечивающие высокоточное измерение геометрии, высоты, формы, положения и контуров объектов в режиме онлайн. Это особенно важно для высокоскоростных производственных линий, где контроль должен быть не только точным, но и достаточно быстрым, чтобы не снижать производительность.
Контроль размеров кремниевых стержней
Кремниевые стержни широко применяются в производстве солнечных элементов благодаря своим высоким эксплуатационным характеристикам. После изготовления они могут иметь внешние трещины, пустоты, пузырьки, внутренние примеси и другие дефекты. Перед использованием в последующих производственных процессах требуется строгий контроль качества.
Одной из ключевых задач является точное измерение размеров кремниевых стержней, длины дуги и вертикальности. Недостаточная точность контроля может привести к тому, что дефектные стержни попадут в дальнейшую обработку, что снижает эффективность производства и ухудшает качество конечной продукции. 3D лазерные профилометры позволяют выполнять комплексный контроль геометрических параметров с высокой точностью и производительностью, что особенно важно при массовых инспекциях.
Контроль разделения кремниевых пластин
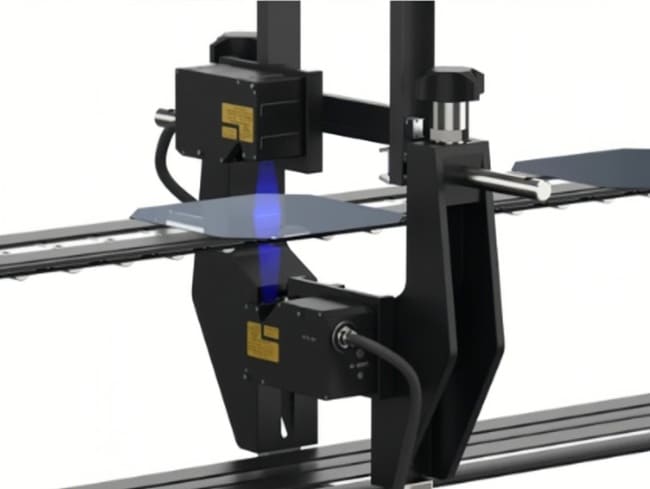
Кремниевая пластина является основой солнечного элемента, поэтому её качество напрямую определяет эффективность преобразования энергии. На первичных этапах производства, при резке кремниевых стержней на пластины, процесс резки может вызывать появление поверхностных загрязнений, отклонений толщины и размеров, скрытых трещин и других дефектов.
После очистки кремниевых пластин необходимо контролировать качество их разделения и сортировать пластины по различным категориям качества. Использование 3Dлазерных профилометров для контроля толщины и других геометрических параметров позволяет повысить долю годной продукции, увеличить эффективность производства, снизить производственные затраты и предотвратить попадание дефектных кремниевых пластин в солнечные фотоэлектрические модули.
Контроль толщины пластины, маркировки линий в процессе производства кремниевых пластин
После изготовления кремниевая пластина должна проходить контроль на сортировочной машине по нескольким показателям: толщине, маркировке линий и другим параметрам. Это необходимо для определения соответствия установленным требованиям. Затем на основании данных контроля пластина распределяется в соответствующий сортировочный контейнер и классифицируется по категории качества.
Даже незначительные отклонения толщины могут повлиять на рабочие характеристики пластины и эффективность производства. Традиционные методы контроля часто не обеспечивают требуемую скорость и точность, необходимые для сортировки пластин по категориям. 3D лазерные профилометры позволяют выполнять высокоскоростной и высокоточный контроль таких параметров в условиях производственной линии.
Контроль кромки и положения пластин
При производстве пластин важной задачей является контроль кромки и положения кремниевых пластин на носителе. Если пластины накладываются друг на друга, присоска робота при загрузке и выгрузке может раздавить их, что приводит к повреждению. При попадании осколков и посторонних частиц после высокотемпературного процесса может загрязняться вакуумная камера, что влияет на производство и увеличивает затраты на техническое обслуживание.
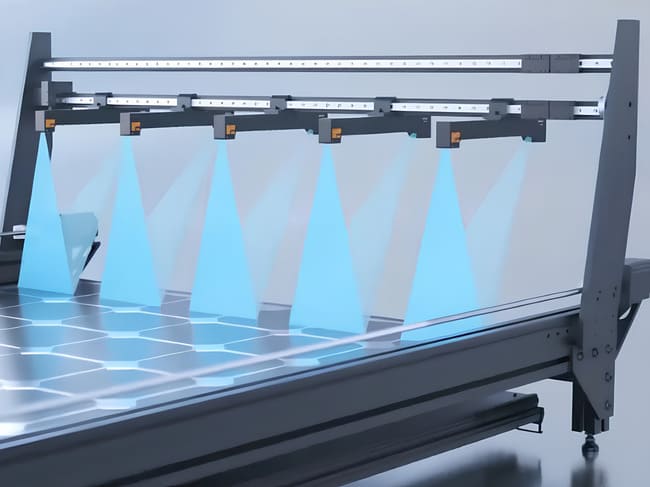
Поэтому необходимо контролировать перекрытие кремниевых пластин на носителе. Смещение и наложение пластин при роботизированной обработке вызывают разрушение пластин и увеличивают количество дефектов. Осколки и посторонние частицы от повреждённых пластин могут загрязнять вакуумную камеру, нарушать производственный процесс и повышать затраты на обслуживание. 3D лазерный профилометр позволяет выявлять неправильное положение и перекрытие пластин до того, как они приведут к повреждениям и технологическим сбоям.
Обнаружение неравномерности дозирования клея в сварочных аппаратах для испытаний аккумуляторных элементов
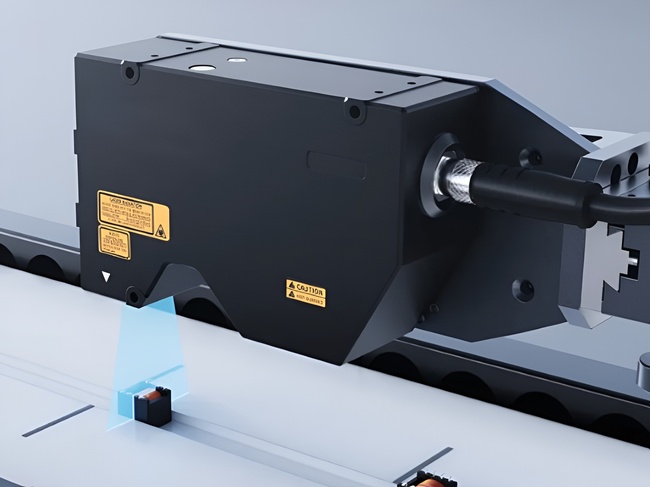
После изготовления солнечные элементы с одинаковыми или близкими рабочими характеристиками могут соединяться последовательно с помощью сварки. В ходе этого процесса выполняется дозированное нанесение клея в зоне основного токосъёмного электрода. Высоту клеевого слоя необходимо контролировать, чтобы убедиться, что клей полностью покрывает основную токосъёмную шину и обеспечивает её надёжную фиксацию.
Неправильная высота нанесения клея может привести к неполному покрытию основной токосъёмной шины, слабой фиксации и ухудшению электрических соединений. Традиционные методы инспекции часто не обладают достаточным разрешением и скоростью для точной оценки верхней поверхности клея и деталей его контура. Для крупносерийного фотоэлектрического производства необходимы эффективные и стабильные системы контроля, способные обеспечивать точное измерение высоты и формы клеевого слоя без замедления производственного процесса.
Контроль контактов при тестировании элементов
На последующих этапах контроля важным направлением является проверка состояния контактов. Изогнутые, деформированные или отсутствующие контакты могут нарушать электрические соединения, что приводит к ухудшению рабочих характеристик или отказу системы. При этом традиционные методы контроля часто не позволяют выявлять незначительные деформации или отклонения по высоте и выравниванию контактов.
Высокоскоростные производственные линии требуют систем контроля, которые одновременно обеспечивают высокую скорость и точность. 3D лазерные профилометры позволяют выявлять отклонения геометрии контактов, контролировать их высоту и положение, поддерживая стабильное качество без снижения темпа производства.
Заключение
Применение 3D лазерных профилометров в фотовольтаике охватывает несколько ключевых этапов производства: контроль кремниевых стержней, проверку качества разделения пластин, измерение толщины, линейную маркировку, контроль положения и кромки пластин, а также инспекцию нанесения клея и состояния контактов.
Главная задача таких систем — обеспечить точный, быстрый и стабильный контроль в условиях массового производства. Это позволяет своевременно выявлять дефекты, сортировать изделия по категориям качества, предотвращать повреждения и загрязнение оборудования, повышать долю годной продукции, снижать производственные затраты и исключать попадание дефектных кремниевых пластин и элементов в солнечные фотоэлектрические модули.
