
Всё об асферических линзах. Обзор Edmund Optics

Преимущества асферических линз
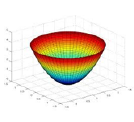
Коррекция сферической аберрации
Наиболее заметным преимуществом асферических линз является их способность корректировать сферическую аберрацию, оптический эффект, который заставляет падающие световые лучи фокусироваться в разных точках при формировании изображения, создавая размытие. Сферическая аберрация обычно наблюдается в сферических линзах, таких как плосковыпуклые или двояковыпуклые линзы, но асферические линзы фокусируют свет на небольшую точку, создавая сравнительно без размытия и улучшая качество изображения. Сферическая аберрация присуща сферической поверхности и не зависит от юстировки или производственных ошибок. Другими словами, идеально спроектированная и изготовленная сферическая линза по-прежнему будет демонстрировать сферическую аберрацию. Асферическая линза может быть сконструирована так, чтобы минимизировать аберрацию, регулируя коническую постоянную и асферические коэффициенты изогнутой поверхности линзы. На рисунке показана сферическая линза со значительной сферической аберрацией по сравнению с асферической линзой практически без сферической аберрации.
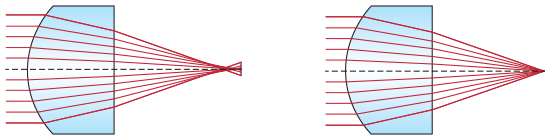
Сферическая аберрация в сферической линзе (слева) по сравнению с асферической линзой (справа)
Приведенная ниже таблица дополнительно иллюстрирует разницу в характеристиках фокусировки между асферической линзой и сферической линзой, сравнивая характеристики двух сопоставимых линз с диаметром 25 мм и фокусным расстоянием 25 мм (линзы f/1). В таблице сравнивается размер пятна или размер размытия коллимированных световых лучей 587.6 нм на оси (угол объекта 0°) и вне оси (углы объекта 0.5° и 1.0°). Размеры пятна от асферической линзы на несколько порядков меньше, чем от сферической линзы.
|
Угол объекта (°) |
0.0 |
0.5 |
1.0 |
|
Размер сферического пятна (мкм) |
710.01 |
710.96 |
713.84 |
|
Размер асферического пятна (мкм) |
1.43 |
3.91 |
8.11 |
Дополнительные преимущества производительности
Чтобы достичь требуемых характеристик объектива для формирования изображения, разработчикам оптики часто приходится уменьшать или увеличивать f/# своей конструкции. Хотя это может помочь достичь желаемого разрешения, этот метод приводит к потере светопропускания. Однако использование в конструкции асферических линз улучшает коррекцию аберраций и позволяет разрабатывать системы с высокой пропускной способностью с низким f/#, одновременно сохраняя хорошее качество изображения. В приведенной ниже таблице сравнивается триплетный объектив с фокусным расстоянием 81.5 мм и f/2, состоящий из сферических поверхностей, с таким же триплетом с асферической первой поверхностью. В обеих конструкциях используются стекла одинаковых типов, эффективное фокусное расстояние, угловое поле, f/# и общая длина системы. В таблице количественно сравнивается функция передачи модуляции (ФПМ) при 20% контрасте осевых и внеосевых коллимированных полихроматических лучей на 486.1 нм, 587.6 нм и 656.3 нм. Триплет с асферической поверхностью демонстрирует значительно улучшенные характеристики изображения при всех угловых полях, на что указывают высокие значения тангенциального и сагиттального разрешения, в четыре раза по сравнению с триплетом только со сферическими поверхностями.
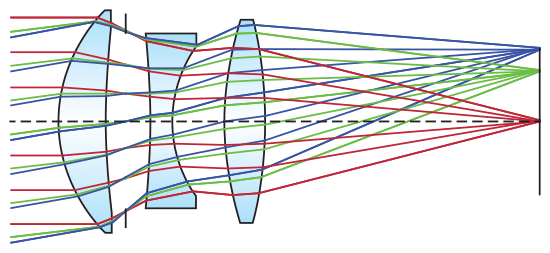
Полихроматический свет, сфокусированный через триплет
|
Угол объекта (°) |
Все сферические поверхности |
Асферические первые поверхности |
||
|
|
Тангенциальный (лин/мм) |
Сагиттальный (лин/мм) |
Тангенциальный (лин/мм) |
Сагиттальный (лин/мм) |
|
0.0 |
13.3 |
13.3 |
61.9 |
61.9 |
|
7.0 |
14.9 |
13.1 |
31.1 |
40.9 |
|
10.0 |
17.3 |
14.8 |
36.3 |
41.5 |
Преимущества в системе
Асферические линзы позволяют разработчикам оптики корректировать аберрации, используя меньшее количество элементов, чем обычная сферическая оптика, поскольку первая дает им больше коррекции аберраций, чем несколько поверхностей последней. Например, в зум-объективах, где обычно используются десять или более линз, две асферические линзы могут заменить несколько сферических линз, чтобы достичь аналогичных или лучших оптических результатов, уменьшая при этом размер системы и потенциально снижая общую стоимость производства.
Строение асферической линзы
Термин «асферическая» охватывает любую линзу с поверхностями, не являющимися частями сферы. Однако, когда этот термин используется здесь, речь идет о подмножестве сфер, которые представляют собой осесимметричную оптику с радиусом кривизны, который изменяется в радиальном направлении от центра линзы. Асферические линзы улучшают качество изображения и сокращают количество необходимых оптических элементов. От смартфонов и устройств с лазерами до высокотехнологичных объективов микроскопов и хирургического оборудования, асферические линзы становятся все более важными для всех аспектов оптики, обработки изображений и фотоники из-за явных преимуществ, которые они предлагают по сравнению с традиционной сферической оптикой.
Асферические линзы традиционно определялись профилем поверхности (прогибом), определяемым уравнением:

Где:
Z = прогиб поверхности параллельно оптической оси
s = радиальное расстояние от оптической оси
C = кривизна, обратная радиусу
k = коническая постоянная
A4, A6, A8 ... = асферические коэффициенты 4-го, 6-го, 8-го… порядка
Когда коэффициенты асферичности равны нулю, полученная асферическая поверхность считается конической. В следующей таблице показано, как фактическая сгенерированная коническая поверхность зависит от величины и знака конической постоянной k.
|
Коническая постоянная |
Коническая поверхность |
|
|
k = 0 |
Сфера |
|
|
k > -1 |
Эллипс |
|
|
k = -1 |
Парабола |
|
|
k < -1 |
Гипербола |
|
Асферические поверхности также можно задавать с помощью ортогональных коэффициентов Qbfs и Qcon. Сферы, описываемые с помощью этих коэффициентов, называются сферами Q-типа. Коэффициент Qbfs описывает отклонение среднеквадратичного отклонения асферической поверхности от идеальной сферы. Это отклонение может быть легко рассчитано и дает полезную количественную оценку того, насколько легко будет испытать поверхность. Коэффициент Qcon описывает отклонение прогиба асферической поверхности от базовой коничности. Эти сферы Q-типа, описанные Qcon и Qbfs, дают конструкторам больше контроля над оптимизацией сфер. Они также сокращают срок изготовления, тем самым избегая ненужных сложностей при изготовлении, упрощая испытания и снижая стоимость.
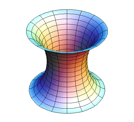
Самая уникальная геометрическая особенность асферических линз заключается в том, что радиус кривизны изменяется с расстоянием от оптической оси, в отличие от сферы, которая имеет постоянный радиус. Эта отличительная форма позволяет асферическим линзам обеспечивать улучшенные оптические характеристики по сравнению со стандартными сферическими поверхностями.
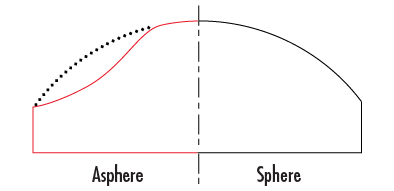
Сравнение профилей сферической и асферической поверхностей
Методы производства асферических линз
Высокоточное литье
Высокоточное литье стекла – это технология производства, при которой жилы из оптического стекла нагревают до высоких температур до тех пор, пока поверхность не станет достаточно податливой, чтобы ее можно было прессовать в асферическую форму. После остывания до комнатной температуры полученные линзы сохраняют преданную им форму. Создание формы связано с высокими начальными затратами на запуск, потому что форма должна быть точно изготовлена из очень прочного материала, который может обеспечивать гладкую поверхность, в то время как геометрия формы должна учитывать любую усадку стекла, чтобы получить желаемую асферическую форму. Однако после того, как пресс-форма закончена, дополнительные затраты на каждую линзу будут ниже, чем у стандартных технологий производства асферических линз, что делает этот метод отличным вариантом для крупносерийного производства.
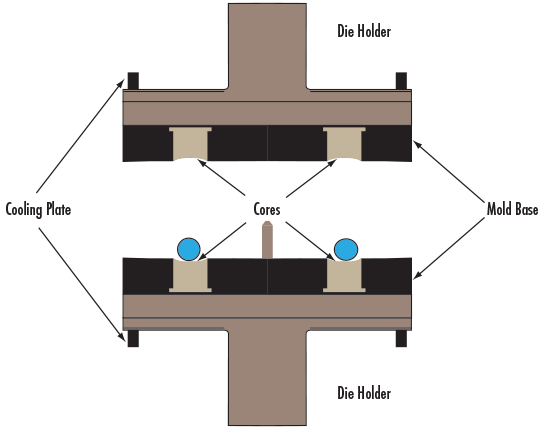
Платформа для литья
Высокоточное полирование
На протяжении десятилетий обработанные асферические линзы шлифовали и полировали по одной линзе за раз. Хотя процесс индивидуального производства обработанных сфер не претерпел кардинальных изменений, значительные достижения в технологии изготовления в области полирования повысили достижимый уровень точности, возможный при использовании этой технологии производства. При полировании небольшие контактные поверхности порядка квадратных миллиметров используются для шлифования и полировки асферических форм. Эти небольшие контактные области регулируются в пространстве для формирования асферического профиля во время полирования с компьютерным управлением. Если требуется полирование еще более высокого качества, используется магнитореологическая чистовая обработка (MRF) для улучшения поверхности с использованием аналогичных небольших размеров инструмента, который может быстро регулировать скорость съема для исправления ошибок в профиле. Технология MRF обеспечивает высококачественную чистовую обработку за меньшее время, чем стандартные методы полировки, благодаря точному контролю места и высокой скорости удаления. В то время как другие методы производства обычно требуют специальной формы, уникальной для каждой линзы, для данного вида полирования используются стандартные инструменты, что делает его лучшим вариантом для создания прототипов и производства малых и средних объемов.
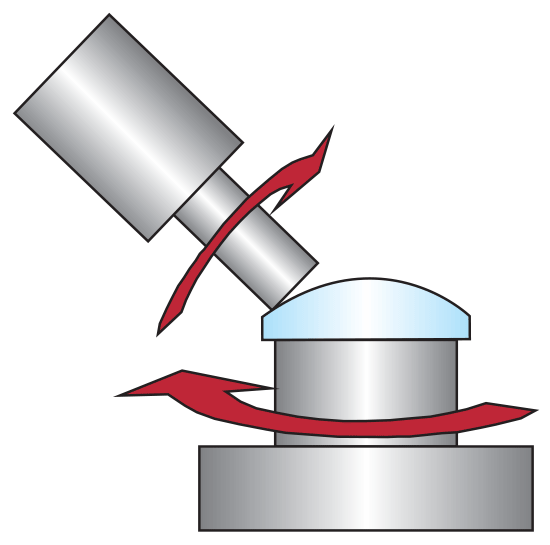
Полирование с компьютерным управлением
Магнитореологическая чистовая обработка
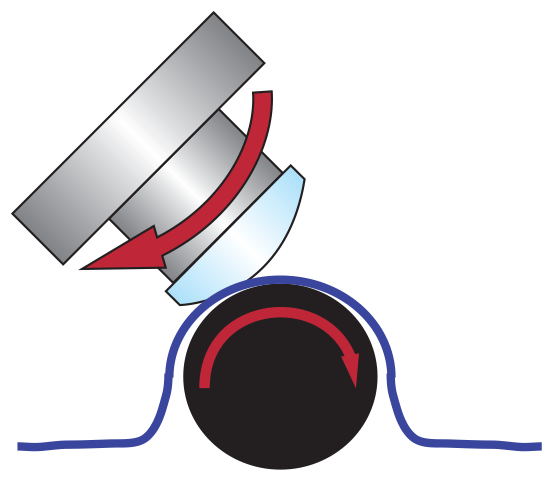
Алмазная токарная обработка
Подобно шлифованию и полированию, точечное алмазное точение (SPDT) может использоваться для изготовления отдельных линз поштучно. Однако размер инструмента, используемого в SPDT, значительно меньше, чем при полировании, что позволяет получать поверхности с улучшенной обработкой и точностью формы. Варианты материалов также гораздо более ограничены при использовании SPDT, чем с другими методами, потому что стекло не может быть сформировано с помощью алмазной токарной обработки, в то время как пластмассы, металл и кристаллы могут. SPDT также может использоваться при изготовлении металлических форм, используемых при формовании стекла и полимеров.
Формованные полимеры
Формование полимера начинается со стандартной сферической поверхности, такой как ахроматическая линза, которую затем прижимают к тонкому слою фотополимера в асферической форме, чтобы получить в итоге асферическую поверхность. Этот метод полезен для высокоточных приложений, где требуется дополнительная производительность, а количество может оправдать первоначальные затраты на инструмент. Для формования полимеров используется асферическая форма, созданная SPDT, и стеклянная сферическая линза. Поверхность линзы и введенный полимер сжимают и подвергают УФ-отверждению при комнатной температуре, чтобы получить асферизованную линзу. Поскольку формование происходит при комнатной температуре, а не при высокой температуре, в пресс-форме возникает гораздо меньше напряжений, что снижает затраты на инструменты и упрощает изготовление материала пресс-формы. Толщина полимерного слоя ограничена и ограничивает то, насколько асферический отклонение может существовать в полученной асферической линзе. Полимер не такой прочный, как стекло, что делает его неидеальным решением для поверхностей, которые будут подвергаться воздействию суровых условий окружающей среды.
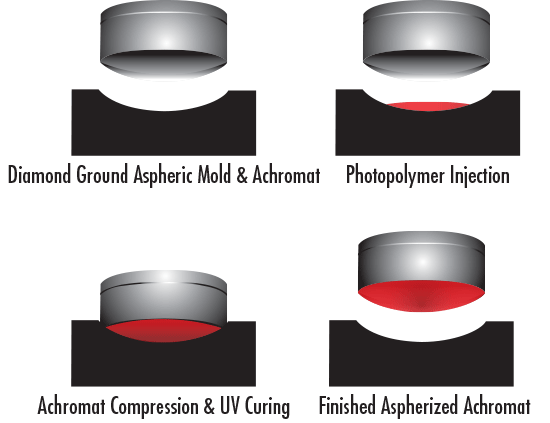
Техника формования полимера
Литье под давлением
Литье под давлением позволяет оптимизировать стоимость деталей, сложность инструментов и точность. Литье пластика под давлением включает в себя впрыскивание расплавленного пластика в асферическую форму. Поскольку пластик не такой термостойкий и устойчивый к давлению, как стекло, он должен подвергаться специальной обработке, чтобы создать пригодную для использования асферическую линзу. Пластиковые линзы также менее устойчивы к царапинам, чем стеклянные. Однако пластиковые линзы имеют преимущество, потому что они легкие, легко формуются и соединяются с элементами крепления, образуя единый узел. Несмотря на то, что выбор пластика оптического качества ограничен, преимущества по стоимости и весу побудят некоторые проекты в пользу пластиковых асферических линз.
Пластиковые асферические линзы также могут быть сформированы с использованием пресс-формования, когда предварительно нагретый пластиковый материал помещается в открытую нижнюю половину формы до того, как верхняя половина формы будет прижата, что приведет к сжатию пластмассы в соответствии с формой. Пресс-формование используется для линз, где важна детализация структуры, например, в линзах Френеля и линзовидных решетках. Технологии литья под давлением и пресс-формования можно использовать по отдельности или вместе. В сочетании эту технику обычно называют чеканкой.
Преимущества каждого типа асферических линз
Поскольку для всех областей применения не требуются одинаковые характеристики линз, выбор подходящих асферических линз является важным решением. Ключевые факторы, которые следует учитывать, включают в себя график проекта, общие требования к производительности, бюджетные ограничения и ожидаемые объемы.
Многие приложения могут быть удовлетворены имеющимися в продаже асферическими линзами, благодаря их немедленной доступности и простому выполнению заказа. Часто эти стандартные асферические линзы также можно быстро и легко модифицировать с помощью просветляющих покрытий или уменьшения размеров для удовлетворения требований, которые достаточно близки к стандартным предложениям. Если приложение требует уменьшения количества аберраций, присутствующих в стандартной сферической линзе, Edmund Optics® может также модифицировать одну из стандартных сферических линз PCX в асферическую линзу. Введя отрицательную коническую постоянную и удалив около 400 микрон материала, получится асферическая линза, которая значительно превосходит исходную сферическую линзу. Если готовых продуктов недостаточно, стоит рассмотреть возможность изготовления асферических материалов по индивидуальному заказу для создания прототипов, подготовки производства или применения в больших объемах.
|
Тип |
Преимущество |
|
Высокоточное литье |
Идеально подходит для больших объемов производства, поскольку быстрое производство большого количества линз позволяет окупить большие первоначальные затраты на инструмент. |
|
Высокоточное полирование |
Идеально подходит для прототипов или малых и средних объемов производства из-за короткого времени выполнения заказа и низких затрат на инструмент. Также идеально подходит для самых высоких требований к производительности. |
|
Формованные полимеры |
Идеальная альтернатива литью стекла для умеренного асферического отклонения или производства средних объемов. |
|
Литье под давлением |
Идеально подходит для массового производства в качестве недорогой альтернативы стеклянным асферическим линзам, чувствительной к весу. |
Возможности производства асферических поверхностей под заказ
|
|
Обычный |
Точный |
Высокоточный |
|
Диаметр |
10 – 150 мм |
10 – 150 мм |
10 – 150 мм |
|
Отклонение диаметра |
+0/-0.100 мм |
+0/-0.025 |
+0/-0.010 |
|
Ошибка формы (P-V) |
3 мкм |
1 мкм |
<0.06 мкм* |
|
Радиус при вершине |
±0.5% |
±0.1% |
±0.05% |
|
Прогиб |
25 мм (макс.) |
25 мм (макс.) |
25 мм (макс.) |
|
Погрешность наклона |
1 мкм за 1 мм |
0.35 мкм за 1 мм |
0.15 мкм за 1 мм |
|
Центрирование (отклонение луча) |
3 аркмин |
1 аркмин |
0.5 аркмин |
|
Допуск толщины центра |
±0.100 мм |
±0.050 мм |
±0.010 мм |
|
Качество поверхности (царапина) |
80-50 |
40-20 |
10-5 |
|
Метрология асферической поверхности |
Профилометрия (2D) |
Профилометрия (2D и 3D) |
Интерферометрия |
* 1/10 волна на 632.8 нм, ограничена конструкцией и / или метрологией
Допуски на асферическую поверхность
Поверхностная точность
Точность поверхности – это мера того, насколько точно оптическая поверхность соответствует заданной форме. Существует множество способов определения точности поверхности и погрешностей формы поверхности. Они сгруппированы в три категории в зависимости от их частоты на поверхности детали: ошибки формы, волнистость и шероховатость поверхности.
Ошибка формы или неровность обычно являются наиболее важными и часто определяемыми характеристиками поверхности для асферических поверхностей. Эта спецификация состоит из низкочастотных или более крупных ошибок, которые обычно достигают максимума от одного до трех раз на детали. Ошибки формы обычно указываются как погрешность от пика до минимума в волнах или полосах, но также могут быть указаны как линейное отклонение в микронах или как среднеквадратичное отклонение.
Волнистость, или ошибка средней пространственной частоты, описывает ошибки типа пульсации, возникающие с частотой от 5 до 100 случаев по всей детали, и чаще всего возникает, когда поверхность полируется небольшими полировальными инструментами. Это редко случается при полировке всей апертуры, выполняемой при изготовлении сферической оптики. Из-за этого волнистость в сферических линзах обычно игнорируется, но, возможно, ее необходимо указывать в асферических. Волнистость чаще всего определяется как ошибка наклона на определенной длине сканирования. Чувствительность к волнистости зависит от конкретного приложения, и многие линзы к ней нечувствительны, поэтому важно указывать допуск по волнистости только в том случае, если допуск повлияет на конкретное приложение. При добавлении дополнительных требований к линзам затраты могут увеличиться из-за дополнительных испытаний.
Шероховатость поверхности или высокочастотная погрешность – это показатель гладкости или качества полировки поверхности оптики. Шероховатость поверхности может влиять на рассеяние и способность выдерживать высокую мощность лазера на поверхности. Чтобы определить шероховатость поверхности, важно описать как амплитуду, так и интересующий частотный диапазон, поскольку выбор испытательного оборудования может отфильтровать высокие частоты. Анализ шероховатости поверхности требует специальных испытаний и может занять много времени; поэтому лучше указывать шероховатость поверхности только при необходимости.
Радиус
Ошибка радиуса, особый набор ошибок формы, представляет собой постоянное изменение радиуса линзы. Это наиболее распространенная и, как правило, самая легкая ошибка, которую система может допустить, поскольку обычно ее исправляют путем регулировки положения фокуса. Ошибка радиуса может быть определена как процентное изменение радиуса от расчетного радиуса (или радиуса вершины), линейное изменение радиуса или как границы мощности. Затраты на производство линзы могут быть уменьшены за счет меньшего допуска на радиус.
Метрология
Правильная метрология необходима для обеспечения соответствия асферических линз всем требуемым допускам. Двумя наиболее распространенными методами измерения точности поверхности или погрешности фигуры являются интерферометрия и профилометрия.
Интерферометрия измеряет разницу между опорным и основным волновыми фронтами, отраженным от поверхности или прошедшим через оптику. Тестирование асферического волнового фронта намного сложнее, чем тестирование сферического волнового фронта из-за сложности создания асферического эталонного волнового фронта по сравнению с обычной практикой создания сферического волнового фронта. Если асферическая поверхность имеет отклонения от сферы, меньшие, чем динамический диапазон интерферометра, то можно испытать ее, используя сферический эталонный волновой фронт, но это случается редко.
Нулевая интерферометрия – это ветвь интерферометрии, которая выполняется либо с использованием нулевых линз, либо с помощью компьютерных голограмм. Нулевая линза – это сферическая линза или набор сферических линз, спроектированная так, чтобы иметь сферическую аберрацию, равную отклонению от сферы номинальной асферической поверхности. Величина наблюдаемой интерференции показывает отклонение между реальной асферической поверхностью и номинальной поверхностью. Компьютерные голограммы (CGH) используют голографию для создания желаемого волнового фронта, когда специальная пластина помещается на опорный путь интерферометра. Нулевая интерферометрия является дорогостоящей и требует много времени для настройки, поскольку ее необходимо тщательно откалибровать для формы конкретной тестируемой асферической поверхности, но впоследствии ее можно использовать для быстрого и точного тестирования многих идентичных асферических поверхностей.
Сшивная интерферометрия – это ветвь интерферометрии, в которой небольшой участок асферической поверхности испытывается сферическим волновым фронтом. Если отклонение от сферы меньше динамического диапазона интерферометра на небольшой площади, измерение может быть выполнено с использованием сферического волнового фронта над этой областью. Измерения многих небольших участков сшиваются вместе, чтобы получить полную карту поверхности. Есть несколько методов вышивания, и каждый различается секциями, на которые они делят поверхность. Все методы сшивания имеют ограничения на формы, которые они могут тестировать и ограничены поверхностями без точек перегиба, где локальный радиус кривизны изменяется от положительного до отрицательного. Сшивная интерферометрия настраивается быстрее, чем нулевая интерферометрия, но время испытания на каждую часть больше, потому что необходимо испытывать несколько секций линзы.
Профилометрия измеряет изменение высоты линзы, перемещая зонд по поверхности. Обычно это делается в виде спиралей или срезов по поверхности, создавая поперечное сечение или карту поверхности по высоте. Срезы обычно быстрее измеряются, но они не дают полной информации о поверхности. Профилометрия более проста и гибка, чем интерферометрия, но не так точна. Ограничения на формы, которые может тестировать профилометр, обычно ограничиваются только наклоном детали, в то время как такие особенности, как точки перегиба, не ограничивают профилометр. Время настройки обычно короткое для профилометра, но время сканирования может варьироваться в зависимости от количества сканирований или сканированной области.
